公司
泊頭市草莓视频免费观看泵閥製造有限公司
24小時服務熱線:15833379552
銷售專線電話:0317-5566815 7947649
公司(sī)傳真:0317-8294590
公司地址:河北省滄(cāng)州泊頭市南倉街
技術文檔
常見問題
熱門(mén)關鍵詞:
公司(sī)
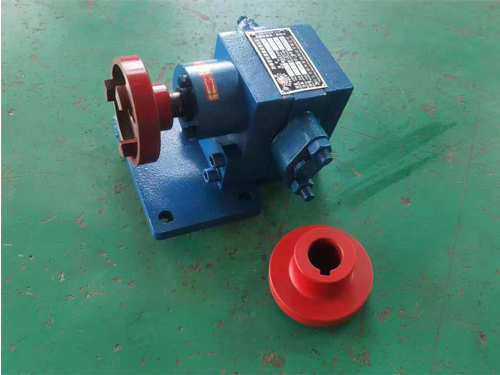
不(bú)鏽鋼齒(chǐ)輪泵的維修(xiū)知識和(hé)磨損問題
不(bú)鏽鋼齒(chǐ)輪泵的維修知識跟著運用工夫的增進,不鏽鋼(gāng)齒(chǐ)輪泵會呈現泵油(yóu)缺乏,甚至不出油等毛病,主要緣由是有關部位磨損過大。不鏽鋼齒輪泵的磨損部位主要有自動軸與襯套(tào)、被動齒輪中間孔與軸銷、泵殼內腔與齒輪、齒輪端麵與泵蓋等。光滑油泵磨損後其主要技能目標達不(bú)到要求時,應將其拆開分(fèn)化,查清磨損部位及水平,接納(nà)響應方法予(yǔ)以修理。
1、光滑油泵殼體的修繕殼體裂紋的修繕:殼體裂紋可用鑄508鎳銅(tóng)焊條焊補。焊縫須嚴密而元氣孔,與泵蓋連係麵平麵度誤差不大於0.05毫米。自動(dòng)軸襯套孔與從動軸孔磨損(sǔn)的修繕:自動軸襯套孔磨損(sǔn)後,可用鉸削辦(bàn)法消弭磨損陳跡,然後配(pèi)用(yòng)加大至響應尺寸的襯套。從動軸孔磨(mó)損也以鉸削法消弭磨損陳跡,然後按鉸削後孔的實踐尺寸配製從動軸泵殼內腔的修繕:泵殼內腔磨損後,普通(tōng)接納內腔鑲套法修理,單機除塵器行將內腔搪大後鑲配鑄鐵或鋼襯套。鑲套後,將內腔搪到要求的尺寸,並把伸出端麵的襯(chèn)套磨去,使其與泵殼連係麵平(píng)齊。閥座(zuò)的修繕:限壓(yā)閥有球形閥和柱塞式閥兩種。球形閥座(zuò)磨損(sǔn)後,可(kě)將一鋼球放在(zài)閥座上,然後用金(jīn)屬棒悄悄敲擊(jī)鋼球,直到球閥與(yǔ)閥座密合為(wéi)止。如(rú)閥座磨損嚴峻,可先鉸削除去磨痕,再用上法使之密(mì)合。柱塞式(shì)閥座(zuò)磨損後,可放入少許氣門砂(shā)進行研(yán)磨,直到密合(hé)為止。
2、泵蓋的修繕任務平麵(miàn)的(de)修繕(shàn):若泵(bèng)蓋任務平麵磨(mó)損小,可用手工研磨法消弭磨損陳跡,即在平台或厚玻璃板上放(fàng)少許氣門砂,然後將(jiāng)泵蓋放在上麵進行研磨,直到磨損陳跡消弭,任務外表平坦為(wéi)止。當泵蓋任務平麵磨損深層超過0.1毫米時(shí),應接納(nà)先(xiān)車削後研磨的方法修理。除(chú)塵(chén)器袋籠自動軸(zhóu)襯套孔的修(xiū)繕:泵蓋上的(de)自動(dòng)軸襯套孔(kǒng)磨損的修繕與殼體自動軸襯套孔磨損的修繕辦法一樣。
3、自動軸與襯套磨損後的修理(lǐ)不鏽鋼齒輪泵自動軸與襯套磨(mó)損後,其共同間隙增大,必將影響泵的油(yóu)量。可采用修自動軸(zhóu)或襯套的(de)辦法恢(huī)複其正(zhèng)常的共同間隙。若自動軸磨損細微,隻需壓出舊襯套後換上規範尺寸的襯套(tào),共同間隙便可恢複到答應局限。若自動軸與襯套磨(mó)損嚴峻且共同間隙(xì)嚴峻超標時,不隻要改換襯套,並且自動軸也(yě)使(shǐ)用(yòng)鍍鉻或振動(dòng)堆焊法將其直徑加大,然後再磨削到規範尺寸(cùn),恢(huī)複與襯套的共同要求。
4、齒輪的翻轉的運用不鏽鋼齒輪泵(bèng)齒輪磨損主要是在齒厚部位,而齒輪端麵和齒頂的磨損都相對較輕。齒輪(lún)在齒厚(hòu)部(bù)位都是單側磨(mó)損,所以可(kě)將齒輪翻轉180度運用。當齒輪端麵磨(mó)損時(shí),可將端麵磨平,還(hái)研磨光滑(huá)油泵殼體連係麵,以包管齒輪端麵與泵蓋的間隙在規範局限內。
眾所(suǒ)周知,有很多人都知道不鏽鋼齒(chǐ)輪泵的轉動可以借助適當變位修正以獲得其所需要的技術特性,來(lái)達到工作的需求。不鏽鋼齒輪泵采用的都是比較(jiào)技術穩定的齒(chǐ)數,同時在變化過程之(zhī)中,也會出現流量和排量的計算變化。有很多人之所以想要(yào)了解不鏽鋼齒輪泵的排量是可調的嗎,也就是因為人們知道這種技術性的工具能(néng)夠給工業生產帶來明確(què)的幫助(zhù)。其實不鏽鋼(gāng)齒(chǐ)輪泵的排量是可調的嗎這個答案也是簡單的,由於(yú)不鏽(xiù)鋼齒輪泵自身工作原理導致了整個生產過(guò)程中的流量肯定會(huì)出現特別大的變化而且整個排量的(de)變化會明(míng)確。換句簡單的話來說,我(wǒ)們可以通(tōng)過不鏽鋼齒輪泵排量的變(biàn)化控製機器的工作(zuò)狀態。
不鏽鋼齒(chǐ)輪泵使用一段時間後經常會出現壓(yā)力上不去或者壓力不夠的(de)現象。主要是由於不鏽鋼齒輪泵內部部件磨損後(hòu)造(zào)成內部間隙過大,不鏽鋼(gāng)齒輪泵在(zài)運作中(zhōng)內泄增大,真空度降低所造成(chéng)的。主要造成這些現(xiàn)象的原因有幾個方(fāng)麵:
1、不鏽鋼齒輪泵齒(chǐ)輪兩側止推板(bǎn)磨損嚴重。解決方(fāng)法換止推板。
2、不鏽鋼齒輪泵齒輪外圓磨損嚴重。解決方(fāng)法換(huàn)齒輪。
3、不鏽鋼齒輪泵齒輪端麵磨損嚴重。解決方法換齒輪(lún)。
4、不鏽鋼(gāng)齒輪泵軸套磨損嚴重。解決方法換軸(zhóu)套。
不鏽鋼齒輪泵解體後重新裝配的過程敘述:
1、在裝入不(bú)鏽鋼齒輪泵泵體內的零件時需要用煤油將零件清洗幹淨(jìng),並塗上潤滑油。
2、齒輪兩側麵間隙應用紙墊調整,間隙太(tài)大容易回泄,使速率(lǜ)降低,太小(xiǎo)則容易使油(yóu)泵溫度升高或油(yóu)泵咬死。
3、用用套筒裝配柔性(xìng)石墨圈或機械密封“O”形(xíng)圈。柔性石墨(mò)圈需要輕(qīng)拿輕放,嚴禁亂碰(pèng)亂甩,以防碎(suì)裂(liè)或變形。
4、零件裝配不可以帶入任意雜物和汙染。
5、上下軸承座和主、被(bèi)動齒輪(lún)裝配時,每對(duì)軸(zhóu)承座和每對齒輪之厚度尺寸差,不可以大於0.005mm。
6、裝(zhuāng)配完(wán)畢後,用於轉動主動(dòng)齒輪,檢查有無輕重不均勻或急跳現象。並用手轉動輸入軸,應轉動靈活,無阻滯現象(xiàng)。